- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Memahami Nilai Makmal: Cara Sebenar untuk Membaca Warna — Tiga Parameter Teras untuk Kawalan Perbezaan Warna dalam Kejuruteraan Plastik
"Adakah ΔE 2.1 pada laporan colorimeter boleh diterima atau tidak?"
"Pelanggan mengatakan nilai Makmal tidak aktif, tetapi warna kelihatan hampir sama kepada saya."
Ini adalah soalan yang pasukan teknikal kami dengar setiap hari. Dalam industri plastik kejuruteraan, perbezaan warna tidak lagi dinilai dengan mata kasar sahaja. Sama ada bahagian dalaman automotif, perumah elektronik 3C atau komponen struktur perindustrian, pelanggan hampir selalu menyertakan Piawaian Penerimaan Perbezaan Warna yang menyatakan dengan jelas: ΔE ≤ 0.5, dengan nilai L, a, b dalam had terima yang ditetapkan.
Jadi apakah sebenarnya L, a, dan b? Dan mengapa mereka lebih dipercayai daripada pemeriksaan visual? Hari ini, kami akan menerangkan tiga parameter ini dalam bahasa pengeluaran plastik kejuruteraan.
I. "Sistem Koordinat" Warna: Ruang Warna Makmal
Bayangkan bahawa untuk menentukan lokasi pada peta, anda memerlukan longitud, latitud dan ketinggian. Ruang warna Makmal ialah "sistem koordinat tiga dimensi" untuk warna.
Ditubuhkan oleh Suruhanjaya Pencahayaan Antarabangsa (CIE) pada tahun 1976, ia kekal sebagai piawaian emas global untuk pengukuran warna. Mana-mana warna boleh terletak secara unik dalam ruang tiga dimensi ini dengan satu set koordinat (L, a, b).
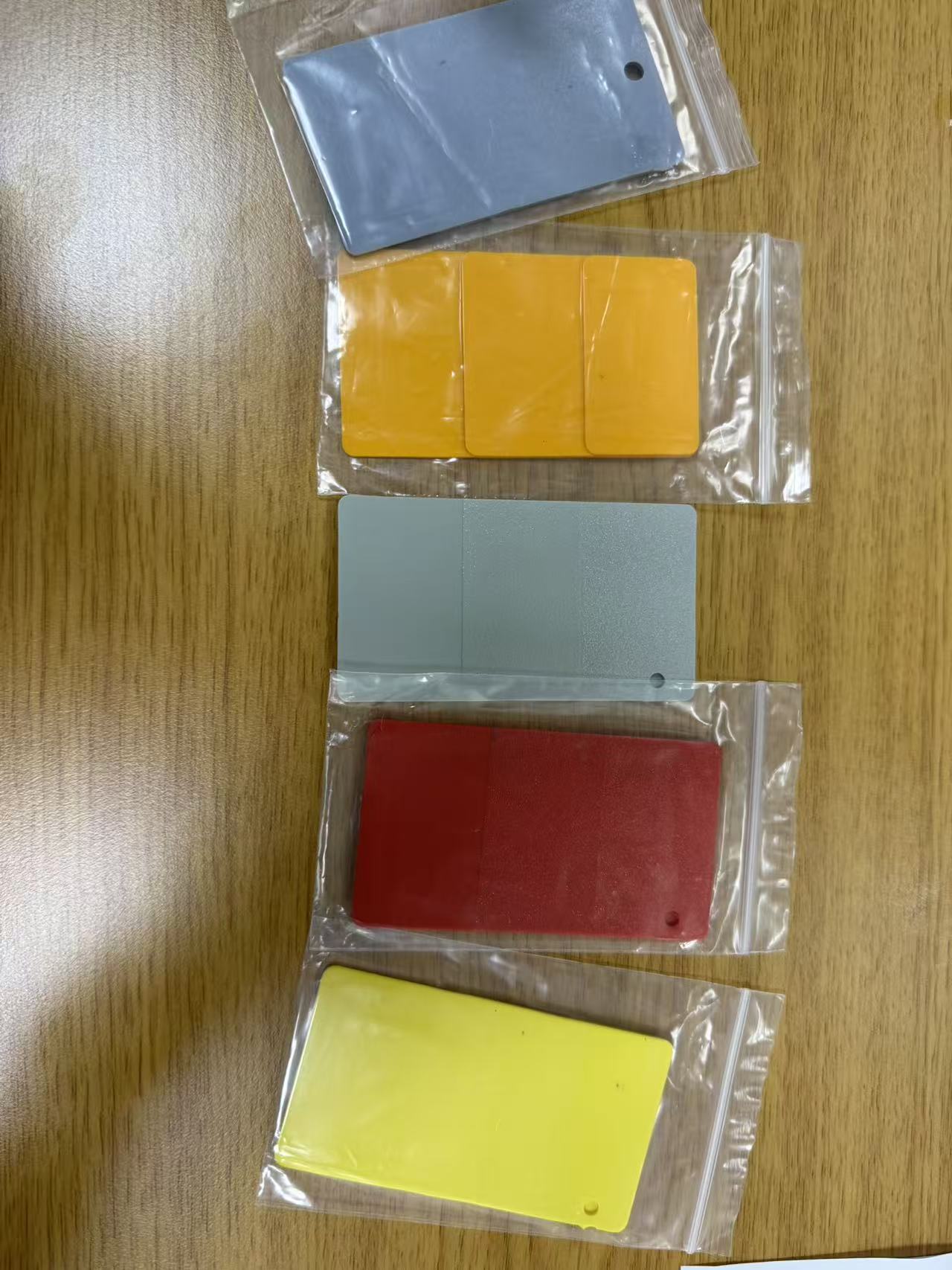
• Nilai L (Kecerahan): Berjulat dari 0 hingga 100. L=100 ialah putih tulen, L=0 ialah hitam tulen. Dalam plastik kejuruteraan, bahagian hitam kelihatan kelabu atau bahagian putih bertukar kekuningan pada asasnya adalah perubahan dalam nilai L.
• nilai (Warna Merah-Hijau): Nilai positif menunjukkan merah, nilai negatif menunjukkan hijau. Apabila ABS kalis api yang sepatutnya berwarna merah terang bertukar menjadi "merah bata kusam", nilai a mungkin menjadi isu.
• nilai b (Warna Kuning-Biru): Nilai positif menunjukkan kuning, nilai negatif menunjukkan biru. Nilai b ialah parameter yang paling "sensitif" - bahan seperti PBT, PC dan nilon terdedah kepada kekuningan semasa pemprosesan suhu tinggi. Apabila nilai b beralih secara positif, bahagian itu kelihatan "menjadi kuning."
II. Tiga Nombor, Tiga "Simptom Perbezaan Warna" Biasa
Di tingkat pengeluaran, kami cepat mendiagnosis punca melalui perubahan dalam nilai Makmal:
1. Sisihan besar dalam nilai L – Utamakan memeriksa keadaan bahan dan proses pengacuan.
• Nilai L tinggi (terlalu putih/pucat): Mungkin suhu acuan rendah atau titanium dioksida tidak mencukupi dalam kumpulan induk warna.
• Nilai L rendah (terlalu gelap): Mungkin degradasi bahan (pendedahan suhu tinggi yang berlebihan) atau pengaliran acuan yang lemah.
2. Sisihan besar dalam nilai – Utamakan menyemak rumusan bahan.
• Peralihan positif dalam nilai (kemerahan): Biasa dalam bahan kalis api, di mana kalis api terurai pada suhu tinggi, menyebabkan perubahan warna pewarna.
3. Sisihan besar dalam nilai b – Utamakan memeriksa keadaan pengeringan dan suhu suntikan.
• Peralihan positif dalam nilai b (kekuningan): Penyebab yang paling biasa ialah terlalu kering atau suhu cair yang berlebihan. Bahan nilon sangat sensitif - hanyut nilai b 0.5 kelihatan "kekuningan" pada mata kasar.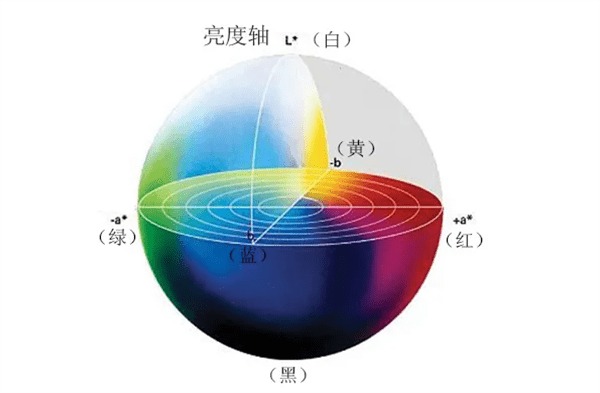
III. Apakah ΔE? Mengapa Kita Tidak Boleh Bergantung Pada ΔE Sahaja?
ΔE ialah sisihan gabungan merentasi dimensi L, a, dan b, dikira sebagai:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Ia menggunakan satu nombor untuk meringkaskan "jumlah perbezaan warna," menjadikan penilaian pantas menjadi mudah. Walau bagaimanapun, masalahnya ialah: ΔE yang sama boleh mewakili sisihan warna yang sangat berbeza.
Contohnya:
• Kes A: ΔL=1.0, Δa=0, Δb=0 → ΔE=1.0 (sedikit terlalu putih)
• Kes B: ΔL=0.6, Δa=0.6, Δb=0.6 → ΔE≈1.04 (penyimpangan dalam ketiga-tiga arah)
Kedua-duanya mempunyai ΔE yang hampir sama, tetapi Kes B lebih "kompleks" dan mungkin kelihatan "lebih berlumpur" pada mata kasar. Oleh itu, kawalan perbezaan warna profesional mesti mempertimbangkan kedua-dua ΔE dan toleransi individu. Standard biasa untuk bahagian dalaman automotif ialah: ΔE < 1.0, dengan |ΔL| < 0.5, |Δa| < 0.5, |Δb| < 0.5.
IV. Dari mana datangnya Perbezaan Warna? Empat Sumber Bersama
Berdasarkan pengalaman bertahun-tahun melayani pelanggan, sumber utama perbezaan warna terbahagi kepada empat kategori:
1. Variasi kelompok bahan – Kumpulan plastik kejuruteraan yang berbeza mungkin mempunyai sedikit perbezaan dalam warna asas. Walaupun untuk gred yang sama, turun naik nilai b kelompok ke kelompok 0.3–0.5 untuk POM bukanlah sesuatu yang luar biasa.
2. Proses pengeringan di luar kawalan – Bahan seperti nilon, PET dan PC sensitif kepada kelembapan. Kurang kering atau terlalu kering boleh menyebabkan kekuningan. Dalam satu kes, pengendali meningkatkan suhu pengeringan daripada 80°C kepada 100°C, menyebabkan nilai b melonjak daripada 1.2 kepada 2.8, menghapuskan keseluruhan kumpulan.
3. Proses pengacuan suntikan hanyut - Perubahan kecil dalam tekanan belakang, kelajuan skru, kelajuan suntikan, tekanan pegangan, suhu acuan, dan lain-lain, boleh mengubah aliran cair dan tingkah laku penghabluran, menjejaskan penampilan warna. Bahan bertetulang gentian kaca sangat sensitif.
4. Perbezaan persekitaran pengukuran – Warna yang berbeza, sumber cahaya, apertur ukuran, atau tekanan yang dikenakan oleh operator boleh menjejaskan bacaan. Pelanggan dan pembekal mesti bersetuju dengan piawaian pengukuran bersatu (cth., pencahayaan D65, sudut pemerhati 10°).
V. Kesimpulan: Warna Boleh Diurus
Dalam plastik kejuruteraan, warna bukan lagi misteri. Tiga nombor L, a, dan b menukar perasaan subjektif "Saya rasa warna itu salah" menjadi fakta objektif "Nilai L melebihi toleransi sebanyak 0.6, nilai b sebanyak 0.8." Memahami empat sumber perbezaan warna membantu kita mengelakkan masalah sebelum ia berlaku.